|

Use of Corrosion Inhibitors in Global Shipping
Of Electronic Equipment
Christophe Chandler
Cortec Corporation
4119 White Bear Parkway
Saint Paul, Minnesota 55110
U.S.A
ABSTRACT
During transit and storage, moisture or condensation may cause
irreversible damage to highly sensitive electronic equipment. This
can lead to great losses if the equipment is very expensive or its
surface is critical.
There are several ways of protecting electronic equipment shipped
to and from humid and tropical areas. Moisture-vapor barrier packaging,
desiccants and corrosive gas scavenging bags have been used with
various levels of success. Use of vapor phase corrosion inhibitors
(VCIs) is one type of protection that is gaining wider acceptance.
The cost savings ensuing the switch to VCI technology results in
a substantial amount of money.
Corrosion testing, long-term exposure effects and performance in
typical applications were investigated. The results are presented
in this paper.
INTRODUCTION
Shipping electronic equipment quite often proves to be a challenge
due to the ever-increasing sensitivity of the printed circuit boards.
Smaller dimensions and more compact assemblies place a strain on
equipment reliability1. Exposure to corrosive agents
during transportation may lead to premature failure in the field.
Several methods of protecting electronic equipment during transit
and storage are available to the industry. They entail different
levels of ease of application, cost, practicability and protection.
A method that has been utilized over the years is the use of MIL-B-131
Class 1 (Plastic, non-woven backing) barrier films2.
The barrier film greatly reduces the amount of moisture entering
the package, while the desiccant absorbs moisture found in the package.
A vacuum is usually applied shortly after the installation of the
desiccants in the package. While this method may provide good protection,
it is labor intensive.
Another problem rests with customs procedures and storage in the
country of debarkation. Quite often customs agents slit open the
packages to inspect their content. Though a best effort is put forth
in re-sealing the bags, the integrity of the package is no longer
the same. The dry, low-pressure air has now been replaced with a
humid environment that easily overwhelms the desiccant. This leaves
the product susceptible to corrosion.
Use of vapor phase corrosion inhibitors in the electronic industry
is one type of protection that is gaining wider acceptance3-8.
VCIs are generally salts of moderately strong volatile bases and
weak volatile acids. For example, one of the first VCIs developed
was the salt formed by the reaction of Dicyclohexylamine with Nitrous
acid:
Though it is still used in specific situations, DICHAN (Dicyclohexylammonium
nitrite) has a very limited use in electronics. It offers limited
protection to copper and is not recommended in applications where
solder or lead is present. Volatile corrosion inhibitors combine
corrosion-inhibiting properties with their ability to vaporize.
Because of their volatility at ambient temperature, VCI compounds
can readily reach inaccessible crevices in assemblies and form a
molecular layer on the metallic surfaces9-20. Protective
vapors disseminate within an enclosed space until equilibrium is
reached. This equilibrium is determined by the partial vapor pressure
of the VCI compound. Polyethylene films based on VCI technology
eliminate the need for desiccants and substantially reduce the amount
of labor necessary for packing electronic equipment. The flexibility,
moisture protection, low cost and light weight of polyethylene are
its most outstanding attributes. It has good transparency in thin
sections such as films. Due to the nature of the resin carrier,
customs agents can easily inspect the contents of a package. Temporary
interruption of the VCI atmosphere during customs inspection is
not detrimental to ensuring the protection of the equipment. Upon
the re-sealing of the bag, the VCI source will promptly replenish
the enclosure with volatile corrosion inhibitors so that preservation
of the electronic may still be provided.
EXPERIMENTAL
The VCIs used in this study were made of amine carboxylates
and proprietary compounds. They were either incorporated in a low-density
polyethylene film (VCI films) during extrusion or coated on a polyurethane
foam (VCI foam). Another means of delivery consisted of a polyethylene
cup containing a few grams of a blend of VCI compounds. A breathable
membrane sealed on the edge of the cup ensured the slow release
of VCI vapors and prevented the spilling of the powder (VCI emitters).
Test A
A predominant North American telecommunication company (Company
A) manufactures cellular phone equipment that is shipped overseas.
Company A used to protect the equipment during shipping with barrier
bags and desiccants. Over the years, substantial cost overruns occurred
due to broad corrosion problems. Eighty-six percent of the preservation
packaging failed during an expedition to the Far East. The equipment
had to either be returned to North America or repaired on site.
Besides the fact that using barrier bags is labor intensive, the
integrity of the package was compromised during customs inspections.
Because of the opacity of the metallized films, agents would slit
open the bags to carry out their work.
Faced with many problems, Company A decided to use a method
that would eliminate corrosion and the concerns inherent to visual
inspections by customs personnel. This new procedure would have
to be compatible with the electronic components. Another important
trait would be cost reduction for materials as well as labor. Finally,
Company A was interested in a method that would be friendly to its
employees and end-users. Personnel health and safety along with
the impact on the environment were also critical aspects in choosing
the method. After reviewing several ways of protecting the electronic
equipment, Company A decided to further evaluate VCI technology.
Several real life tests were devised to properly assess the protective
properties of VCI films, VCI foams, and VCI emitters. One of the
most challenging shipping destinations was the Far East. As previously
mentioned, corrosion would lead to a large number of costly rejects
or reworks. Company A packaged six units in a barrier film aided
by desiccants under vacuum (control units). Six other units were
prepared using VCI technology (Figures 1-3). A VCI film with VCI
foam and VCI emitters protected the equipment under normal atmospheric
pressure. The control units as well as those packaged with the VCI
products were placed on an ocean-going vessel from North America
to Singapore. The journey took six weeks with the temperature varying
from 7 to 54ºC (45 to 130ºF) and the relative humidity
being as high as 97%.
Test B
Another major North American telecommunication company, Company
B, faced the same problems that Company A dealt with. Standard packaging
methods involved MIL-B-131 vapor barrier bags. The packaging material
was opaque, required the application of a vacuum and needed heat
sealing. As aforementioned, this technique was expensive in terms
of labor and materials. Shipping both domestically and Internationally,
Company B encountered numerous equipment failures due to corrosion.
Finally, disposal of the barrier bags in landfills did not portray
the environmental consciousness of Company B. Following several
studies on alternative methods, Company B decided to further evaluate
VCI technology as it met the requirements it had established for
the new procedure. The VCI bags made of polyethylene are translucent,
do not need heat-sealing and are recyclable. The packing procedure
did not require vacuum use, making it very cost effective. Finally,
the cost of the materials was less than that of the barrier bags.
To some extent, Company B approached the evaluation in a different
manner than Company A. Accelerated corrosion testing in humid environments
was a main point of their investigation. Copper, steel and brass
coupons were introduced in either a barrier bag or a VCI film. Each
bag was sealed with PVC tape. A set of coupons without packaging
was used as control. The test samples were then placed in a humidity
chamber (Method ASTM D 1748)21. The temperature inside
the chamber was 49ºC (120ºF). A 100% condensing relative
humidity was established in the chamber per the standard test method.
The panels were evaluated for signs of corrosion at 7, 14 and 21
days.
Test C
A large European telecommunication company (Company C) manufactures
digital phone equipment that is shipped to several locations over
the world. Company C found similar problems with using barrier bags
that affected Company A and Company B. Company C used a combination
of the approaches used by the two aforementioned companies. It carried
out a yearlong evaluation of the VCI films both in the laboratory
and in the field. The laboratory testing involved humidity chambers,
while the field assessment duplicated real-life conditions.
RESULTS
Test A
The units shipped by Company A were evaluated for corrosion
upon their arrival in the Far East. Four out of the six units packaged
with the barrier film and desiccants were severely corroded and
subsequently rejected by the end user. All six units packaged with
the VCI film and VCI emitters were free of corrosion and were accepted
by the customer. Another benefit was that the customs agents easily
inspected the assemblies at the debarkation site.
The procedure using VCI technology was implemented in 1992 for
all destinations. Since then there has been no corrosion reject.
Company A was able to reduce the labor cost by 63%. At the same
rate, the materials cost was cut by more than half (54%). Another
benefit was the VCI film is 100% recyclable, eliminating the need
for disposal in landfills.
Test B
Results for the test designed by Company B showed that VCI
bags offered excellent protection to all three metals in a high
humidity environment contrary to the control set and the vapor barrier
bags (Figures 4-6).
Based on the laboratory reports, Company B first implemented this
new procedure on a small scale. Units were packaged and shipped
to several locations (Figure 7). Since the implementation in early
1999, there have been no corrosion claims. As was the case with
Company A, substantial savings were obtained by eliminating rejects
and reducing the labor and materials cost.
Test C
Based on positive test results in both the laboratory and the
field, Company C implemented the use of VCI technology for the protection
of their equipment during transit and storage. Company C has been
using this technique since 1994 (Figure 8). Since then, the cost
reduction subsequent to the implementation has been reduced 50 to
60% for both labor and materials. Another obvious benefit was a
sharp decrease in corrosion problems that translated into further
savings.
DISCUSSION
As demonstrated by the testing carried out by the telecommunication
companies, VCI technology is very effective in providing protection
to sensitive electronic equipment. Despite harsh environments and
less than ideal conditions, the VCI films ensured that the equipment
would be free of corrosion and functional upon arrival to the customer.
The extended period over which the VCI products have been used in
such applications put forth the innocuity of these chemical compounds.
The companies reported no premature failure due to corrosion or
other factors.
Another added benefit is that VCI films can readily be recycled.
Contrary to laminated constructions such as barrier films, which
are disposed of in landfills, VCI bags may be reprocessed into other
products.
Finally, several studies have demonstrated the low impact of
VCI compounds to people and the environment22,23.
CONCLUSIONS
Following extensive accelerated and real-life testing, phone equipment
manufacturers switched to using VCI technology. The cost savings
ensuing the switch amounted to several million dollars.
The benefits of using VCI technology are numerous. The use of VCI
films is economical, has a low health and environmental impact,
is non-detrimental to the proper function of the protected equipment,
allows easy visual inspection of the packaged goods, and, obviously,
provides excellent protection to sensitive electronic equipment.
REFERENCES
- Tullmin, M. and Roberge, P., IEEE Transactions on Reliability,
1995, v.44.
- United States Military Specification MIL-B-131 (Barrier Materials,
Water Vapor proof, Grease proof, Flexible, Heat-Sealable).
- Lehman, R.F., WESCON/97, Conference Proceedings, pp. 160-163.
- Vasanth, K.L., Paper no. 233, Denver, Colorado, NACE International,
1996.
- Vasanth, K.L. and Dacres, C.M., Paper no. 179, New Orleans,
Louisiana, NACE International, 1997.
- Miksic, B.A. and Martin, P.J., 6th European Symposium
on Corrosion Inhibitors, Proc., pp. 941-950, (Ferrera, Italy,
1985).
- Sparrow, G.R. and Foley, J., Symposium on Corrosion Reliability
Electronic Materials and Devices, The Electrochemical Society,
Proceedings, (Miami, Florida 1984).
- Rudman, B. and Chandler, C., EOS/ESD Symposium, Proceedings,
(Orlando, Florida, 1996).
- Miksic, B.A., Paper no. 308, Anaheim, California, NACE International,
1983.
- Vapor-Phase Inhibitors, Modern Packaging, December 1948: p.
147.
- VPI Goes to War, Modern Packaging, July 1951: pp. 92-95.
- VCI, Modern Packaging, October 1953: pp. 157-160.
- The Volatile Corrosion Inhibitors, Modern Packaging, November
1960: pp. 116-117.
- Cox, A.B. and Kuster, E.C., Corr. Prev. and Control, 1956: pp.
3,4 SIII.
- Berwick, I.D.G. and Levelton, B.H., Eng. Journal, 1954: pp.
37, 1, 128.
- Baker, H., Ind. Engng. Chem., 1954: pp. 46, 2592.
- Stroud, E.G. and Vernon, W.H.J., Appl. Chem., 1952: pp. 2, 166.
- Rhodes, C.A., Corr. Prev. and Control, 1957: pp. 4, 37.
- Rosenfel’d, I.L., Persiantseva, V.P., Polteva, M.N. and
Terentiev, B., 1st European Symposium on Corrosion
Inhibitors, Proc. 1st SEIC, Suppl. No. 3, 329, (Ann.
Univ. Ferrara, N.S., Sez. V., 1961).
- Miksic, B.A. and Miller, R.H., 5th European Symposium
on Corrosion Inhibitors, Proc. 5th SEIC, Suppl. No.
7, 217, (Ann. Univ. Ferrara, N.S., Sez. V., 1980).
- ASTM D 1748 (Standard Test Method for Rust Protection by Metal
Preservation in the Humidity Cabinet), Philadelphia, PA, USA.
- Chandler, C., Paper no. 194, Houston, Texas, NACE International,
2000.
- Gandhi, A. and Miksic, B.A., Paper no. 201, Houston, Texas,
NACE International 2000.

Figure 1. Cellular Phone Equipment Protected by
VCI Technology Company A

Figure 2. Package Made of VCI Film and VCI Emitters
Company A

Figure 3. Final Assembly using VCI Technology Company
A

Figure 4. Control After 21 Days in a Humid Environment
(Copper/Steel/Brass)

Figure 5. Barrier Bag After 21 Days in a Humid
Environment (Copper/Steel/Brass)
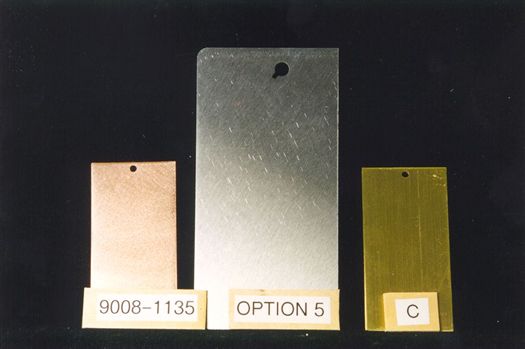
Figure 6. VCI Film After 21 Days in a Humid Environment
(Copper/Steel/Brass)

Figure 7. Phone Equipment Protected by VCI Technology
Company B

Figure 8. Digital Phone Equipment Packaged in VCI
Bags Company C
|
